ĪĪĪĪę╗Īó╣ż╦ćįŁ└Ē
ĪĪĪĪ┤¾ų▒ÅĮ╗Īą╬ų∙¾wĖ╔Æņ
╩»▓─http://www.stonebuy.com/▓┘ū„╝╝ąg(sh©┤)ę¬³c(di©Żn)ėąęįŽ┬3▓┐ĘųŻ║Č©│▀║ĖĮėųŲū„╗Īõō─ŻĪó╗Ī²ł╣Ū╝ė╣╠╝░īŹ(sh©¬)ą─ų∙¾w╗ĪŠĆ┐žųŲĪŻ
ĪĪĪĪ╩®╣ż╣ż╦ćų„ę¬░³└©2³c(di©Żn)Ż║
ĪĪĪĪ1Īó─ŻŠ▀╝░ŲĮ┼_(t©ói)Ą─ųŲū„ ų„ę¬×ķ400mmĪ┴3000mmx3000mm╗ņ─²═┴▓┘ū„ŲĮ┼_(t©ói)Ż¼ęį╝░╗ņ─²═┴ŲĮ┼_(t©ói)╔ŽķL(zh©Żng)2000mmłA╗ĪŠĆ╔Ž▌oų·─ŻŠ▀Ą─ųŲū„┼c╣╠Č©▀^(gu©░)│╠ĪŻ
ĪĪĪĪ2Īó▌põō²ł╣ŪĄ─ÅØ╗Ī ░³└©50mmĪ┴50mmĮŪõōå¢(w©©n)ŠÓ150mmķ_(k©Īi)┐┌Ūęį┌─ŻŠ▀═Ō│§▓ĮÅØ╗ĪŻ¼║¾īó│§▓ĮÅØ╗ĪĄ─²ł╣Ūų├╚ļ─ŻŠ▀ųą▀M(j©¼n)ę╗▓ĮÅØ╗ĪŻ¼ī”(du©¼)ÅØ╗Ī║¾Ą─²ł╣Ū▀M(j©¼n)ąąąŻš²Īóča(b©│)ÅŖ(qi©óng)Īóš{(di©żo)š¹Ą─ųŲū„▀^(gu©░)│╠ĪŻ
ĪĪĪĪŲõųą┼c│ŻęÄ(gu©®)╩®╣żĘĮĘ©Ą─▓╗═¼ų«╠Äį┌ė┌ŲĮ┼_(t©ói)░ūČ©Īó╚Ī▓─ĘĮ▒ŃĪó┴„│╠ŪÕ╬·Ż¼═¼Ģr(sh©¬)£p╔┘┴╦ė╔ė┌«Éą╬²ł╣ŪÅS╝ę▀\(y©┤n)▌ö▓╗ĘĮ▒Ń╝░┼c¼F(xi©żn)ł÷(ch©Żng)┤µį┌Ų½▓ŅĢr(sh©¬)Ą─š{(di©żo)š¹└¦ļyŻ¼ėąą¦ĮĄĄ═įņār(ji©ż)┼c╩®╣żļyČ╚ĪŻ
ĪĪĪĪČ■Īóų„ę¬╠ž³c(di©Żn)
ĪĪĪĪ1Īó╣ż╦ć┴„│╠ŪÕ╬·ęūČ«Īó▓┘ū„║å(ji©Żn)▒ŃĪóęūė┌šŲ╬šĪŻ
ĪĪĪĪ2ĪóųŲū„╗Īą╬²ł╣ŪŻ¼£p╔┘┴╦▀\(y©┤n)▌ö▀^(gu©░)│╠ųąĄ─┼õčb└¦ļy╝░õōĀt╔·«a(ch©Żn)░l(f©Ī)╔·ą╬ūāĄ─└¦ļyĪŻ
ĪĪĪĪ3Īó╣Ø(ji©”)╝s│╔▒ŠĪóĮĄĄ═─▄║─Ż¼£p╔┘ę“╔·«a(ch©Żn)╗Īą╬²ł╣ŪČ°═Č╚ļÕæįņįO(sh©©)éõĄ─│╔▒ŠĪŻ
ĪĪĪĪ5Īó▓─┴Ž╝»ųąĪóĘųČ╬┴„╦«╔·«a(ch©Żn)Ż¼╝ė╣żŠ½Č╚Ė▀Ż¼ęūė┌▒ŻūC┘|(zh©¼)┴┐║═£p╔┘▓─┴Ž└╦┘M(f©©i)ĪŻ
ĪĪĪĪ6Īóæ¬(y©®ng)ė├ĘČć·ņ`╗ŅÅVĘ║Ż¼Ė▀ą¦┐ņ╦┘Ż¼ėąą¦ĮĄĄ═╩®╣ż│╔▒ŠĪŻ
ĪĪĪĪ╚²Īó╩®╣ż╣ż╦ć┴„│╠╝░▓┘ū„ę¬³c(di©Żn)
ĪĪĪĪ1Īó╩®╣ż╣ż╦ć┴„│╠ £y(c©©)┴┐Ę┼ŠĆę╗─ŻŠ▀ųŲū„ę╗²ł╣Ū╝ė╣żę╗²ł╣ŪÅØ╗Īę╗²ł╣Ūča(b©│)ÅŖ(qi©óng)ę╗²ł╣Ū░▓čbę╗├µ░Õ░▓čbę╗═Ļ╣ż“×(y©żn)╩š
ĪĪĪĪ2Īó▓┘ū„ę¬³c(di©Żn)
ĪĪĪĪ1Ż®Īó£y(c©©)┴┐Ę┼ŠĆ
ĪĪĪĪę└ō■(j©┤)łD╝łę¬Ū¾Ż¼ī”(du©¼)ŲĮ├µ╬╗ų├▀M(j©¼n)ąąČ©╬╗Ż¼║╦Č©ų∙¾wčb’ŚÄū║╬ģóöĄ(sh©┤)Ż¼┤_Č©ų∙¾wčb’Ś═Ļ│╔├µĄ─ų▒ÅĮĪóĖ▀Č╚ęį╝░┼cŲõ╦¹čb’Ś├µĄ─ī”(du©¼)Įė╬╗ų├ĪŻŲ½ęŲÖM┐v▌SŠĆĻP(gu©Īn)ŽĄŻ¼╩╣ų∙¾w═Ļ│╔├µ┼c▌SŠĆŲ½ęŲŠĆ│╩ŪąŠĆŻ¼╩╣ų«═ŌŪąė┌ų∙¾wčb’Ś═Ļ│╔├µŻ¼ą╬│╔ę╗éĆ(g©©)š²ĘĮą╬║¾═Ų╦Ń │÷╗ĪŠĆ▄ē█EŻ¼Įø(j©®ng)īŹ(sh©¬)ĄžĘ┼śė┐žųŲłA╗Ī╗ĪŠĆ═Ļ│╔├µ╬╗ų├ĪŻ
ĪĪĪĪį┌▀M(j©¼n)ąą┐vŽ“╬╗ų├Č©╬╗Ģr(sh©¬)Ż¼æ¬(y©®ng)Ž╚īó╣żĄž╗∙£╩(zh©│n)³c(di©Żn)▓╔ė├╦«£╩(zh©│n)āxę²╚ļų∙ĄūŻ¼ū„×ķų∙¾wś╦(bi©Īo)Ė▀Ų╩╝³c(di©Żn)Ż¼į┘ųīėŽ“╔Žé„▀fĪŻ═©▀^(gu©░)æ¬(y©®ng)ė├ļŖ─XųŲłD▌oų·╣żŠ▀Į©┴ó╚²ŠSĮ©ų■─Żą═Ż¼Į©┴ó╚²ŠS³c(di©Żn)įŲöĄ(sh©┤)ō■(j©┤)Ż¼└¹ė├╝ż╣ŌŃU┤╣āxĄ╚āxŲ„Ż¼īóś╦(bi©Īo)ūR(sh©¬)³c(di©Żn)ę²£y(c©©)ų┴ĒöīėĖ„▓┐╬╗Ż¼ąŻ£╩(zh©│n)║¾ÆņõōĮz└KČ©╬╗ĪŻ
ĪĪĪĪ2Ż®Īó╗Īą╬õō²ł╣ŪųŲū„
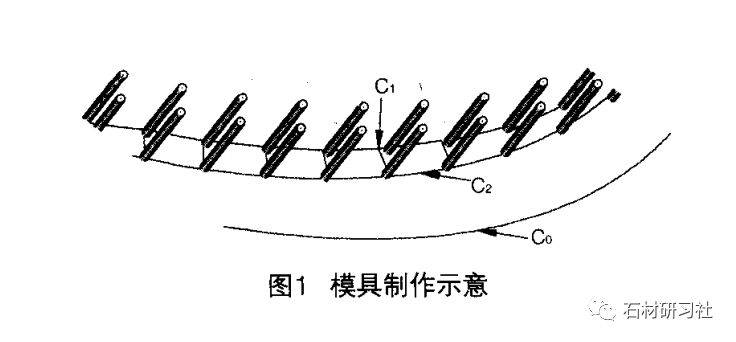
ĪĪĪĪŻ©1Ż®Īó─ŻŠ▀ųŲū„
ĪĪĪĪó┘Īóģóššų∙¾wų▒ÅĮ┤¾ąĪd0▀xō±ę╗ŲĮ╠╣╦«─ÓĄžū„×ķ▓┘ū„ŲĮ┼_(t©ói)ĪŻ
ĪĪĪĪó┌Īóį┌ŲĮ┼_(t©ói)ųąą─╚╬▀xę╗³c(di©Żn)ū„×ķłAą─OŻ¼ęį(d0Ī¬100)mm×ķų▒ÅĮū„ų∙¾w═Ļ│╔├µC0Ą─═¼ą─łAC1Ż¼į┌C1╔Ž├┐Ė¶100mmų▓╚ļĖ▀ė┌Ąž├µ60mmĄ─d12mmłAõōė┌╗ņ─²═┴ųąŻ¼╚ńłD1╦∙╩Š
ĪĪĪĪó█Īóęį (do-90)mm×ķų▒ÅĮū„┴Ēę╗═¼ą─łAC2Ż¼═¼śėį┌C2╔Ž├┐Ė¶100mmų▓╚ļ12mmłAõōŻ¼ļp┼┼łAõōķgŠÓ5mmĪŻ ─ŻŠ▀ąŻ“×(y©żn) Ż║į┌▓┘ū„ŲĮ┼_(t©ói)╔Žū„═¼ą─łA┐╠Č╚Ż¼ū„×ķĖ„łA╗Ī┐╠Č╚ūāą╬Ą─ģó┐╝ś╦(bi©Īo)£╩(zh©│n)ĪŻ
ĪĪĪĪŻ©2Ż®Īó²ł╣ŪųŲū„
ĪĪĪĪīó│§▓Į│╩╗Īą╬Ą─õō²ł╣Ūų├╚ļļp┼┼─ŻŠ▀ųą▀M(j©¼n)ąąąŻš²Ż¼╩╣╗Īą╬▀_(d©ó)ĄĮłAĒśĪŻ
ĪĪĪĪó┘Īó░┤ššC1ų▄ķL(zh©Żng)(╗“š▀ĘųČ╬ )Įž╚Ī50mmĪ┴50mmĮŪõōū„×ķŽ┬┴ŽķL(zh©Żng)Č╚ Ż¼═¼Ģr(sh©¬)į┌╗Īą╬═Ōé╚(c©©)ę╗▀ģ╚Ī┐ūŻ¼ū„×ķ╣╠Č©Æņ╝■ŅA(y©┤)┴¶┐ūų«ė├ĪŻ
ĪĪĪĪó┌Īóīó50mmĪ┴50mmĮŪõōĄ─ę╗▀ģ Ż¼░┤ššķgŠÓ150mmĄ─ķL(zh©Żng)Č╚▀M(j©¼n)ąąŪą┐┌╠Ä└ĒĪŻ
ĪĪĪĪó█Īó│§▓ĮÅØ╗Īų┴C1ą╬ĀŅ║¾Ż¼į┘īó50mmĪ┴50mmĮŪõōĄ─ę╗Č╦ų├╚ļ─ŻŠ▀ųą▀M(j©¼n)ę╗▓ĮÅØ╗ĪŻ¼ų▒ų┴Ę¹║Žę¬Ū¾ĪŻ
ĪĪĪĪ3Ż®Īó²ł╣Ū╝ėÅŖ(qi©óng)└▀
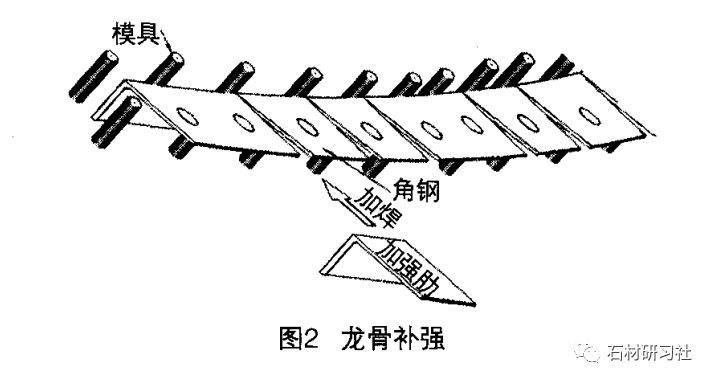
ĪĪĪĪīóÅØ╗Ī║¾│╩╔╚ą╬Ą─Ūą┐┌▀M(j©¼n)ąą╝ėÅŖ(qi©óng)ča(b©│)║ĖŻ¼Č■┤╬š{(di©żo)š¹ę“ča(b©│)║ĖČ°░l(f©Ī)╔·Ą─╗ĪČ╚ūāą╬Ż¼╗Īą╬²ł╣ŪÅØŪ·ų┴ Ę¹║Žę¬Ū¾║¾Ż¼▀M(j©¼n)ąąŪą┐┌╠Äča(b©│)ÅŖ(qi©óng)╝ė║Ė╠Ä└ĒŻ¼×ķ┴╦Ę└ų╣╝ė║ĖĢr(sh©¬)░l(f©Ī)╔·ą╬ūāŻ¼┤╦▓Į¾EąĶę╗ų▒į┌─ŻŠ▀ųą▀M(j©¼n)ąą▓┘ū„ĪŻ
ĪĪĪĪ┴ĒŪąę╗Č╬ķL(zh©Żng)40mmĄ─50mmĪ┴50mmĮŪõōŻ¼║ĖĮėė┌╗Īą╬²ł╣ŪŪą┐┌Ž┬ĘĮŻ¼ė├ū„╝ėÅŖ(qi©óng) (łD2)
ĪĪĪĪ4Ż®Īó²ł╣Ū░▓čb
ĪĪĪĪ²ł╣ŪųŲū„│╔ķ»║¾Ż¼░┤ššŅA(y©┤)Ž╚┤_Č©Ą─╚²ŠSū°ś╦(bi©Īo)╬╗ų├Ż¼īó║ĖĮė│╔ą═Ą─łA╗Ī┤╬²ł╣Ūų├╚ļ╦─³c(di©Żn)ŽÓŪąĄ─ā╚(n©©i)ŪąłAųąŻ¼▀_(d©ó)ĄĮłA╗ĪČ©╬╗Ż¼į┘└¹ė├┤╣ŠĆīółA╗Īõō²ł╣Ūųīė╔Žé„▀M(j©¼n)ąą░▓čbŠ═╬╗╣╠Č©ĪŻ
ĪĪĪĪ5Ż®Īó├µ░Õ░▓čb
ĪĪĪĪĮĶų·Ēö▓┐─╗ē”²ł╣Ūõō╝▄Ż¼╝ė║Ė═Ōæę╠¶ÖC(j©®)śŗ(g©░u)Ż¼æęÆņļŖäė(d©░ng)ŲĄ§čbų├Ż¼īó
╩»▓─http://www.stonebuy.com/├µ░ÕĄ§čbų┴▓┘ū„ŲĮ┼_(t©ói)▀M(j©¼n)ąą░▓čbĪŻ
ĪĪĪĪó┘Īóų∙╗∙░▓čb Ż║░┤šš?q©½ng)D╝ł▌SŠĆ│▀┤ńĮY(ji©”)║ŽīŹ(sh©¬)ļHŲ½▓ŅŻ¼ī”(du©¼)ų∙╗∙═Ōčb’Ś├µ▀M(j©¼n)ąą╬╗ų├┐žųŲŻ¼Ė„ų∙╗∙Īóų∙╔Ē░ÕēKæ¬(y©®ng)ć└(y©ón)Ė±░┤šš░ÕēK╝ė╣ż╦═žøĮM╠¢(h©żo)Ēśą“▀M(j©¼n)ąąŲ┤čbĪŻ
ĪĪĪĪó┌ĪóŲ╩╝ų∙╔Ē░▓čbŻ║▀M(j©¼n)ę╗▓Įš{(di©żo)š¹║═Ų½ęŲÖMĪó┐vŽ“▌SŠĆŻ¼ų▒ų┴š²ĘĮą╬ā╚(n©©i)ŪąłAłAą─└Ēšō┼cīŹ(sh©¬)ļHŽÓ╬Ū║ŽŻ╗Ų╩╝ų∙╔Ē░▓čb š{(di©żo)╣Ø(ji©”)Ę¹║Žę¬Ū¾║¾Ż¼ųŲū„łAų∙═Ō╗Ī─Żą═▀M(j©¼n)ąą┘|(zh©¼)┴┐Ė·█ÖÖz▓ķĪŻ
ĪĪĪĪó█Īó╝▄įO(sh©©)ŃU┤╣āxė┌Ąū▓┐³c(di©Żn)▄ē█Eų«╔ŽŻ¼ī”(du©¼)ų∙╔Ē─z┐p╝░═Ļ│╔├µ▀M(j©¼n)ąą┤╣ų▒Č╚Ą─┐žųŲ┼cÖz▓ķŻ¼Ą┌1┼·ų∙╔Ē░▓čbŠ═╬╗║¾Ż¼į┘ę└ō■(j©┤)ś╦(bi©Īo)Ė▀Īó═Ō╗Ī─Żą═ųīė░▓čb╣╠Č© (łD3)ĪŻ
ĪĪĪĪ╦─Īó┘|(zh©¼)┴┐┐žųŲę¬Ū¾
ĪĪĪĪ2Īóų„¾wĮY(ji©”)śŗ(g©░u)╔ŽĄ─ŅA(y©┤)┬±╝■║═║¾ų├┬±╝■Ą─╬╗ų├ĪóöĄ(sh©┤)┴┐╝░║¾ų├┬±╝■Ą─└Ł░╬┴”▒žĒÜĘ¹║ŽįO(sh©©)ėŗ(j©¼)ę¬Ū¾ĪŻ
ĪĪĪĪ3ĪóĮī┘┐“╝▄Ą─▀BĮė╝■║═Ę└Ė»╠Ä└Ēæ¬(y©®ng)Ę¹║ŽįO(sh©©)ėŗ(j©¼)ę¬Ū¾ĪŻ
ĪĪĪĪ5Īó
╩»▓─http://www.stonebuy.com/─╗ē”Ą─Ę└╗Īó▒Ż£žĪóĘ└│▒▓─┴ŽĄ─įO(sh©©)ų├æ¬(y©®ng)Ę¹║ŽįO(sh©©)ėŗ(j©¼)ę¬Ū¾Ż¼╠Ņ│õæ¬(y©®ng)├▄īŹ(sh©¬)ĪóŠ∙ä“Īó║±Č╚ę╗ų┬ĪŻ
ĪĪĪĪ6ĪóĖ„ĘNĮY(ji©”)śŗ(g©░u)ūāą╬┐pĪóē”ĮŪĄ─▀BĮė╣Ø(ji©”)³c(di©Żn)æ¬(y©®ng)Ę¹║ŽįO(sh©©)ėŗ(j©¼)ę¬Ū¾║═╝╝ąg(sh©┤)ś╦(bi©Īo)£╩(zh©│n)Ą─ęÄ(gu©®)Č©ĪŻ
ĪĪĪĪ8Īó
╩»▓─http://www.stonebuy.com/─╗ē”Ą─░Õ┐pūó─zæ¬(y©®ng)’¢ØMĪó▀B└m(x©┤)ĪóŠ∙ä“Īó¤o(w©▓)ÜŌ┼▌Ż¼░Õ┐pīÆČ╚║═║±Č╚æ¬(y©®ng)Ę¹║ŽįO(sh©©)ėŗ(j©¼)ę¬Ū¾║═╝╝ąg(sh©┤)ś╦(bi©Īo)£╩(zh©│n)Ą─ęÄ(gu©®)Č©ĪŻ
ĪĪĪĪ╬ÕĪóĮY(ji©”)šZ(y©│)
ĪĪĪĪļSų°Į©ų■ĮY(ji©”)śŗ(g©░u)įĮüĒ(l©ói)įĮÅ═(f©┤)ļsĪóįņą═įĮüĒ(l©ói)įĮ¬Ü(d©▓)╠žŻ¼┤¾ų▒ÅĮ╗Īą╬ų∙¾wĖ╔Æņ
╩»▓─http://www.stonebuy.com/─╗ē”ųØu▒╗ÅVĘ║æ¬(y©®ng)ė├Ż¼Ą½▀@ŅÉ─╗ē”į┌╬ęć°(gu©«)īŹ(sh©¬)ļH╩®╣żųą▀Ć┤µį┌įSČÓ▓╗ūŃĪŻ═©▀^(gu©░)ī”(du©¼)┤¾ų▒ÅĮ╗Īą╬ų∙¾wĖ╔Æņ
╩»▓─http://www.stonebuy.com/▓┘ū„╝╝ąg(sh©┤)ę¬³c(di©Żn)▀M(j©¼n)ąąĻU╩÷Ż¼┐╔×ķŅÉ╦Ų╣ż│╠╠ß╣®ĮĶĶbĪŻ


ėŗ(j©¼)ĤŠW(w©Żng)")
")
 ķ}╣½ŠW(w©Żng)░▓éõ 35020302000986╠¢(h©żo) ķ}ICPéõ05004817╠¢(h©żo)
ķ}╣½ŠW(w©Żng)░▓éõ 35020302000986╠¢(h©żo) ķ}ICPéõ05004817╠¢(h©żo)



 ą┬└╦╬ó▓®
ą┬└╦╬ó▓® į┌ŠĆ┐═Ę■
į┌ŠĆ┐═Ę■